










【テクノ言語とG言語のご紹介⑧】テクノ言語のサンプル紹介(汎用出力処理「ONR、OFR」とタイマー命令「TIM」)
テクノの野崎です。
今回はテクノ言語における「汎用出力処理とタイマー命令」のサンプルをご紹介します。
※テクノ言語は1行1動作の形式でプログラムを作成します。
サンプル:「汎用出力処理とタイマー命令」
汎用出力処理は「ONR」、「OFR」、タイマー命令は「TIM」を使用します。
汎用出力処理は、以下のようなときに使用します。
・外部機器の動作ON/OFFを行いたい
・ランプなどをON/OFFしたい
タイマー命令は以下のようなときに使用します。
・プログラムステップの動作時間を指定したい
・運転プログラム中にウェイトを入れたい
両方とも移動命令と同一ステップで実行できます。
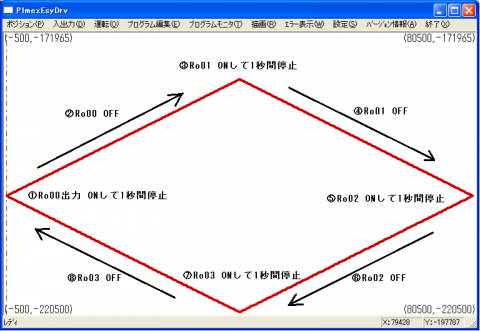
右上図は下記のサンプルプログラムの軌跡例になります。
==========================
① TIM1.0 ONR00;
② LIN X40000 Y20000 F40000 OFR00;
③ TIM1.0 ONR01;
④ LIN X40000 Y-20000 OFR01;
⑤ TIM1.0 ONR02;
⑥ LIN X-40000 Y-20000 OFR02;
⑦ TIM1.0 ONR03;
⑧ LIN X-40000 Y20000 OFR03;
⑨ END;
==========================
出力をONするときは"ONR"コードに続けてONする出力のビットを指定します。
出力をOFFするときは"OFR"コードに続けてOFFする出力のビットを指定します。
"TIM"コードに続けて時間を指定します。単位は秒です。
① Ro00出力をONして1秒間停止
② Ro00出力をOFFして、(0,0)から(40000,20000)へ移動
③ Ro01出力をONして1秒間停止
④ Ro01出力をOFFして、(40000,20000)から(80000,0)へ移動
⑤ Ro02出力をONして1秒間停止
⑥ Ro02出力をOFFして、(80000,0)から(40000,-20000)へ移動
⑦ Ro03出力をONして1秒間停止
⑧ Ro03出力をOFFして、(40000,-20000)から(0,0)へ移動
汎用出力やタイマー命令が簡単に記述できることを知っていただけたかと思います。
▼テクノ言語にご興味のある方:テクノ言語運転プログラムをぜひ、ご確認ください。
▼テクノ言語/G言語の対応リストもあります。
【テクノ言語とG言語のご紹介⑦】テクノ言語のサンプル紹介(サブルーチンコール「CALL」)
テクノの野崎です。
今回はテクノ言語やG言語における「サブルーチンコール」のサンプルをご紹介します。
※テクノ言語やG言語は1行1動作の形式でプログラムを作成します。
サンプル:「サブルーチンコール」
サブルーチンコールは「CALL」を使用します。
・運転プログラム中の複数の箇所で同じ動作を行わせたい
・同じ動作を繰り返し行いたい
このような際にサブルーチンコールを使います。
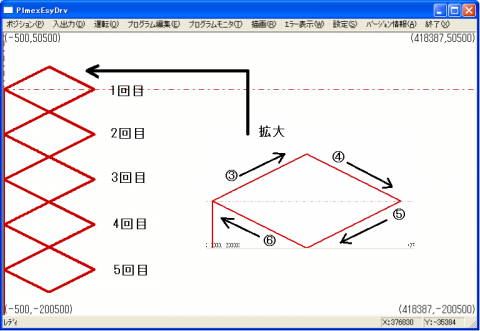
右上図は「テクノ言語とG言語のご紹介⑤」でご紹介したインクレ直線補間命令を5回繰り返した際の軌跡を示しています。
その際のプログラムは下記になります。
==========================
① CALL SUB L5;
① 【P0100M98L5;】
② END;
③ :SUB
LIN X40000 Y20000 F40000;
③ 【N0100G91G01X40000Y20000F40000;】
④ LIN X40000 Y-20000;
⑤ LIN X-40000 Y-20000;
⑥ LIN X-40000 Y20000;
⑦ LIN Y-40000;
⑧ END;
【】は代替するG言語命令
==========================
CALL(指令コード)の後にサブルーチン名を任意に指定(SUBとしました)します。
Lは呼び出し回数を指定しています。
※呼び出し回数は省略も出来ます。省略した場合は1回となります。
① ”③ ”~”⑧ ”の動作を5回呼び出す。(5回繰り返す)
③ X軸+40000、Y軸+20000の位置へ移動
④ X軸+40000、Y軸-20000の位置へ移動
⑤ X軸-40000、Y軸-20000の位置へ移動
⑥ X軸-40000、Y軸+20000の位置へ移動
⑦ Y軸-40000の位置へ移動
⑧ メインプログラムに戻る
▼テクノ言語にご興味のある方:テクノ言語運転プログラムをぜひ、ご確認ください。
▼テクノ言語/G言語の対応リストもあります。
【テクノ言語とG言語のご紹介⑥】テクノ言語のサンプル紹介(インクレ円弧補間「CIR」)
テクノの野崎です。
ご無沙汰して申し訳ありません。
久しぶりの技術コラムの更新です。
今回はテクノ言語やG言語における「インクレ円弧補間命令」のサンプルをご紹介します。
※テクノ言語やG言語は1行1動作の形式でプログラムを作成します。
サンプル:「インクレ円弧補間命令」
右回りの指令は「CIRR(Circle Rightの略)」、左回りの指令は「CIRL(Circle Leftの略)」コマンドを使用します。
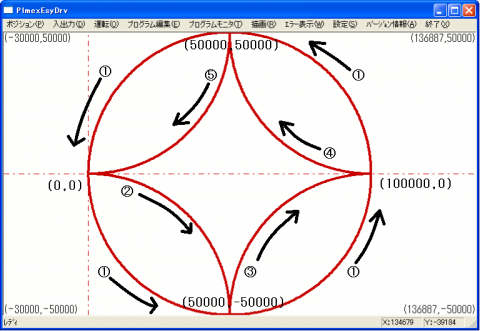
右上図の動きをさせたい場合のプログラムは下記になります。
=======================================
① CIRL X0 Y0 I50000 J0 F50000;
① 【G91G03X0Y0I50000J0F50000;】
② CIRR X50000 Y-50000 I0 J-50000;
③ CIRR X50000 Y50000 I50000 J0;
④ CIRR X-50000 Y50000 I0 J50000;
⑤ CIRR X-50000 Y-50000 I-50000 J0;
END;
【】は代替するG言語命令
=======================================
IとJは中心点を指定しています。※円弧命令開始点(現在位置)からのインクレ値で指定
① (0,0)から、(50000,0)を中心とし、左回りの一周円移動
② (0,0)から、(0,-50000)を中心とし、(50000,-50000)へ移動
③ (50000,-50000)から、(100000,-50000)を中心とし、(100000,0)へ移動
④ (100000,0)から、(100000,50000)を中心とし、(50000,50000)へ移動
⑤ (50000,50000)から、(0,50000)を中心とし、(0,0)へ移動
▼テクノ言語にご興味のある方:テクノ言語運転プログラムをぜひ、ご確認ください。
▼テクノ言語/G言語の対応リストもあります。
【テクノ事例】「業界から探す」に半導体製造メーカー様の事例を掲載しました
テクノの山中裕貴です。
このたび、テクノの事例「業界から探す」に半導体製造メーカー様の事例を掲載しました。
お客様からは「コスト1/2・パフォーマンス2倍を達成した」と仰って頂き、大変嬉しく感じております。
ご興味のあるお客様はぜひ、ご覧下さい。
テクノお盆休みのご案内
テクノお盆休暇のご案内
2014年7月29日
株式会社テクノ
拝啓 時下益々ご清栄のこととお慶び申し上げます。平素は格別のお引立てを賜り、厚く御礼申し上げます。
誠に勝手ながら、下記の期間、お盆休みのため、お問合せ対応及び発送業務をお休みさせていただきます。
何卒ご了承くださいますようお願い申し上げます。
■休業期間■
2014年8月9日(土) ~2014年8月17日(日)
■お問合せ・発送業務対応について■
お休み期間中にいただいたお問合せ・発送業務依頼は、
2014年8月18日(月)より順次ご対応させていただきます。
回答までにお時間をいただく場合がございますが、予めご了承下さい。
お客様にご満足いただける製品とサービスの提供を目指し、社員一同より一層努力して参ります。
今後共、変わらぬご愛顧の程、宜しくお願い申し上げます。
敬具

- お電話でのお問い合わせ【受付時間】平日9:00~17:00

- メールでのお問い合わせ24時間受付 / 電話受付時間外のお問い合わせはこちらから

