










【ファインモーション機能のご紹介⑥】同一指令2軸(平行軸/ガントリ制御)※平行軸の機構剛性と原点復帰時の注意点!
野崎です。
前回、「同一指令2軸」機能をご紹介しました。
いわゆる平行軸を制御する際の機能ですが、平行軸の機構剛性と原点復帰時の注意点をお伝えしようと思います。
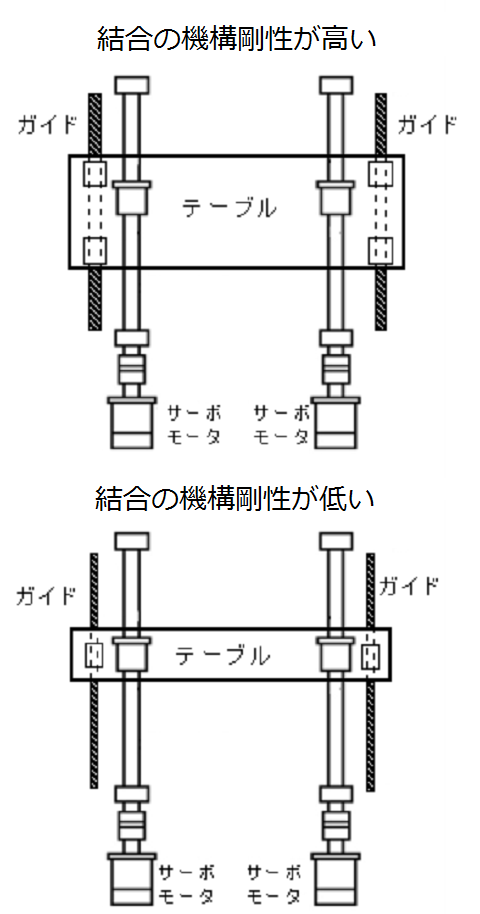
■平行軸の機構剛性
平行軸では両軸の駆動にずれが生じると、テーブルのヨーイング(ねじれ)が発生し、ガイド(機構案内)での摩擦が異常に高まることがあります。
その結果、
反力が大きくなる⇒ずれがさらに大きくなる⇒摩擦もさらに高まる
という悪循環が発生し、最悪、機構がロックして動かなくなることもあります。
これは両軸間の結合の剛性(機構剛性)が高いほど、その危険性が高まります。
同一指令2軸機能は外乱摩擦が発生しても、ずれは最大数μm程度です。
この範囲で異常摩擦が発生しなければ問題ないといえます。
機構剛性が低い場合は、誤差による異常摩擦が生じる心配が少ないため問題ないといえます。
もちろん、同一指令2軸機能は十分な精度で制御できます。
※機構剛性が低いことで、他の問題(加工精度に影響するなど)が発生する可能性もあるため、一概に剛性が低いことが良いわけではありません。
■平行軸の原点復帰
平行軸の原点復帰動作には要注意です!
アブソエンコーダであれば、常に各軸の正確な位置を把握しているため、正確な平行度を保てます。そのため、アブソエンコーダを推奨しております。
しかし、インクレエンコーダでは、電源投入後から原点復帰を完了するまで、機構の正確な位置が分かりません。
仮に平行軸の両端がずれていても、モーションコントローラ側は認識できません。
つまり、ずれたまま原点復帰動作を行ってしまうことになります。
■平行軸の原点復帰を問題なく行うためのポイント!
インクレエンコーダの場合、機構の正確な位置が分からないため注意が必要です。
ポイントを記載しますので、参考にしてください!
・そもそも原点復帰動作に関係なく、常に両軸とも同じ動作にしておく(ずれを発生しなくする!)
・原点信号(センサ)までの速度と原点信号から機械原点位置までの速度を同速&低速にする
・原点信号(センサ)は出来る限り平行の位置に取付ておく
・原点信号(センサ)は片側のみの場合や、完全な平行位置でない場合もある。
その場合は機械原点位置は完全な平行となるように、原点距離パラメータを両側とも微調整しておく
■ファインモーション機能にご興味のある方
マニュアルダウンロードページの各種製品「機能編:TB00-XXXXE」や「運転プログラム:TB00-XXXXF」をご確認ください。
※マニュアルダウンロードページへは会員登録が必要です。
ご質問などはお問合せもしくはお電話ください。
【ファインモーション機能のご紹介⑥】同一指令2軸(平行軸/ガントリ制御)
野崎です。
ファインモーションの特徴的な機能シリーズの第6回目(久々の更新で申し訳ありません)は「同一指令2軸(平行軸/ガントリ制御)」についてご紹介します。
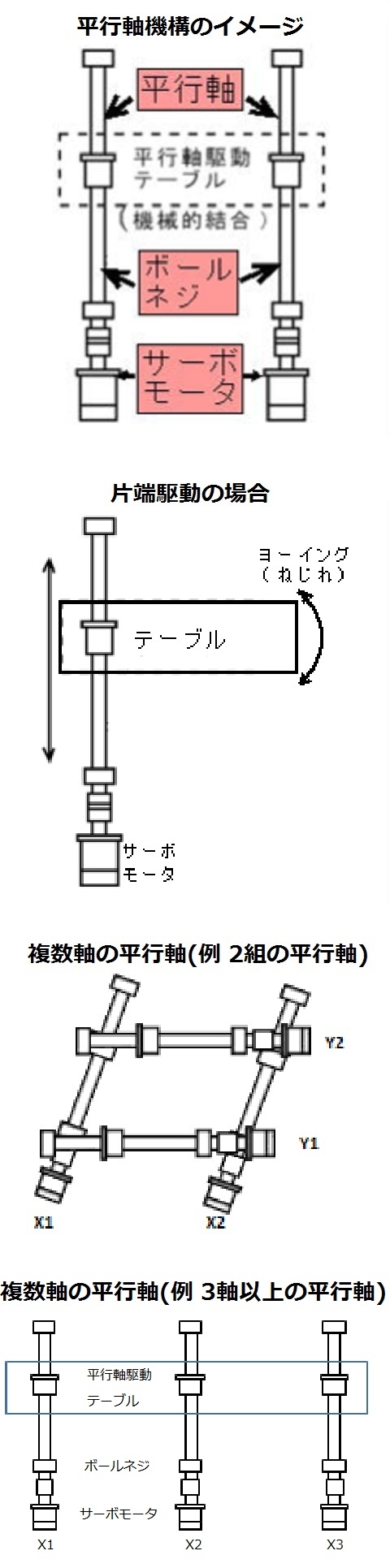
ステージの大型化や高精度化にともない、門型構造や平行軸駆動の機構が必要となってきます。
もし、機構を駆動する際にテーブルの中央を駆動すれば駆動方向の抵抗は両側に均等に生じます。
対して機構の都合で片側を駆動する場合は、どうしてもテーブルのねじれ(ヨーイング)が生じます。このヨーイングによりテーブル上のワークの位置は不正確となってしまいます。
また、テーブルが非常に大きい場合や構造の都合で、どうしても中央駆動が出来ないことも考えられます。
そのような場合、いかにヨーイングなしでテーブルを駆動するかがポイントとなります。
このような場合に役立つのが"同一指令2軸"という機能です。
■同一指令2軸の仕組み
平行2軸を1つの軸として運転・操作できるようにしています。
物理的には各々の軸を制御・管理しているため、ステータスや変数など各々に存在していますが、操作する際は1軸として"自動運転"、"手動運転"、"原点復帰"などの操作が可能です。
また、各軸を独立で制御することも可能です。(平行軸モードと独立した通常モードに切り替えが可能)
■同一指令2軸のメリット
・門型・ガントリ型マシンの高精度(誤差は数μm)な駆動を実現!
・大型テーブルの精密、安定制御を実現!
・他オプション機能(ピッチエラー、接線制御、径補正など)と併せることで
高精度なシステムを実現!
・64軸版PCベースファインモーション(RTMC64-M3/EC)では
複数軸の平行軸も同一タスク内で制御が可能です。
例 2組の平行軸
3軸以上の平行軸
■同一指令2軸の精度
2軸の指令上の誤差は1パルス内の精度です。
機構の摩擦による外乱はサーボアンプの速度ループ制御で解消します。※ACサーボでは数十μsecの制御で外乱を補正できます。
サーボアンプの機能も併せることで摩擦などのトルク外乱に対して誤差数μmの制御を実現します。
■同一指令2軸が使われている装置例
・ガラスなどのカッティング装置
・半導体製造装置
・レーザー加工機
・印刷機
など
■ファインモーション機能にご興味のある方
マニュアルダウンロードページの各種製品「機能編:TB00-XXXXE」や「運転プログラム:TB00-XXXXF」をご確認ください。
※マニュアルダウンロードページへは会員登録が必要です。
ご質問などはお問合せもしくはお電話ください。
【展示会】村谷機械製作所様レーザーEXPO 2016出展のお知らせ
2016年5月18日(水)~20日(金)にパシフィコ横浜にてレーザーEXPOが開催されます。
村谷機械製作所様が弊社PCベースファインモーションで制御した最新のレーザー加工機(直噴型レーザーコーティングシステム)を出展されます。
ご興味のある方はご来場お願いいたします。
■展示会情報
会期:2016/05/18(水)~2016/05/20(金) 10:00~17:00
ブースNo:G25
■村谷機械製作所様の出展情報
PCベースファインモーションで制御した最新のレーザー加工機(直噴型レーザーコーティングシステム)を展示します。
実運転のデモも行いますので、ぜひご来場いただき、実物を見てください。
"特徴"
主に金属粉末を噴射しながらレーザで溶かして固めるレーザ加工機です。
メッキのように表面をコーティングすることが出来ます。
さらに、3Dプリンタのように積層造形することも可能です。
■村谷機械製作所ご担当者様からのお言葉
展示会の一ヵ月前にテクノ製コントローラの導入が決定しました。
たった一ヵ月しか猶予がありませんでしたが、仕様の相談から始まり、装置の設計・製作、
制御盤作成、テスト運転、テクノ製コントローラの技術移管などなんとか間に合わせることができました。
しかも、たった2日間のテクノさんの試運転で実加工ができたのには驚きです。
非常に使いやすく、満足しています。
元々はGコードが使えて、ユーザにとって使い易く、CAD/CAMとも連携できることを目的としてテクノさんを採用しました。
以前のPLCでは処理追加すると全体のタイミングやシーケンスがズレてしまい困っていましたが、テクノさんのPCベースファインモーションは周辺処理を変更しても安定して動かすことができ、驚きました。
レーザーの条件出しなどでも使いやすく、モーションコントローラとして完成していると思います。
これからも期待しています。
【展示会】組込みシステム開発技術展ESEC2016のご報告

ESEC2016のご報告
2016年5月11日(水)~5/13日(金)に東京ビッグサイトにて組込みシステム開発技術展ESEC2016が開催されました。
下記の協力会社様が出展し、3日間で合計約1500名の方にご来場いただきました。
弊社のモーションコントローラは装置の機構が2軸(X、Yなど)、3軸(X、Y、Zなど)から多軸機構や機構変換式を解かないと扱えない機構(6軸多関節ロボットなど)まで様々な機構の制御が可能です。
また、精密・超精密加工、放電、レーザー、研磨、ミーリング、巻線、射出成型、3Dプリンタ、組立、搬送、サーボプレス、同期・電子カムなど多くの用途にご使用いただけるモーションコントローラです。
電話でも受け付けております。
04-2964-3677
※受付時間は平日9:00~17:00です。
■協力会社
株式会社マイクロネット
MECHATROLINK協会
愛電株式会社・Vecow Co.,Ltd.
株式会社アルゴシステム
株式会社コンテック
ご来場いただいたお客様、御礼申し上げます。
【展示会】組込みシステム開発技術展ESEC2016のご案内
ESEC2016のご案内
2016年5月11日(水)~5/13日(金)に東京ビッグサイトにて組込みシステム開発技術展ESEC2016が開催されます。
下記の協力会社様が出展し、弊社製品も展示します。
また、会期中は弊社スタッフが会場内におりますため、打ち合わせを行うことも可能です。
ご興味のある方はぜひ、ご来場ください。
※打ち合わせをご希望のお客様は事前にご連絡ください。
■テクノ製品展示内容
株式会社マイクロネットブース、愛電株式会社&Vecow社ブース、MECHATROLINK協会ブースにて弊社製品PCベースファインモーション、PCベースモーションライブラリを用いたデモ展示を行います。
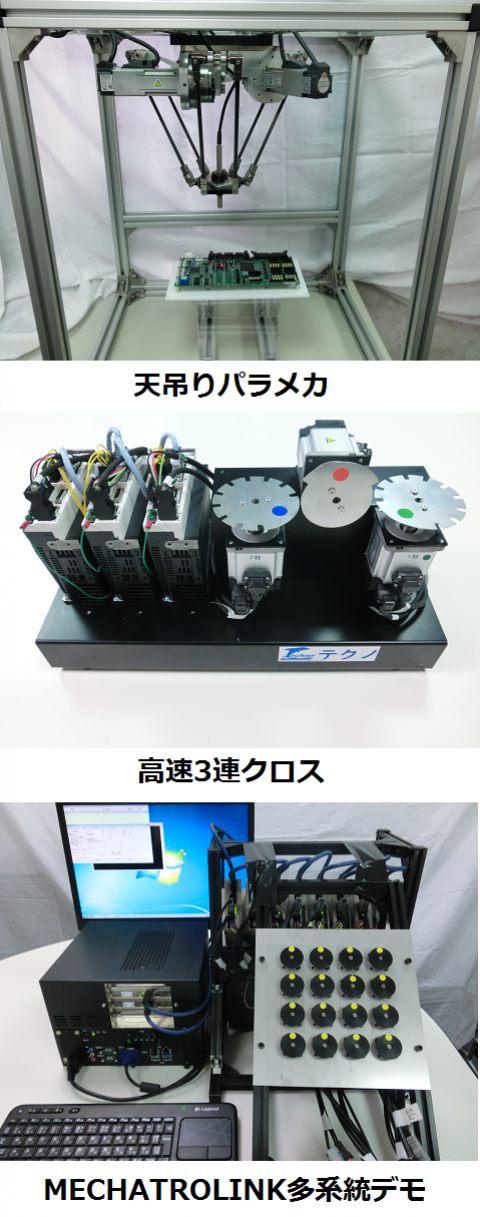
◆PCベースファインモーションによる天吊りパラメカ
天吊りパラメカをPCベースファインモーションで制御した実機デモを展示します。
展示ブース
株式会社マイクロネット(西11-52)
高速圧入/組立マシンをイメージした同期制御のデモです。
主軸が低速~最高3000rpmでも従軸は完全に同期して制御することができます。
非常に高精度な制御ができることをお見せします。
展示ブース
株式会社マイクロネット(西11-52)
愛電株式会社&Vecow(西11-24)
MECHATROLINK協会(西12-59)※IoTソリューションも併せてお見せします!
◆MECHATROLINK多系統デモ
MECHATROLINKの2系統によるデモをします。
16軸のモーターを2系統(8軸×2)で制御し、同期運転や高速制御ができることをご紹介します。
展示ブース
MECHATROLINK協会(西12-59)
◆PCベースモーションライブラリデモ
MECHATROLINK協会策定PCモーションAPIを採用したPCベースモーションライブラリを使ったデモ。
API体験コーナーもございます。
展示ブース
MECHATROLINK協会(西12-59)
■展示会情報
会期:2016/05/11(水)~2016/05/13(金) 10:00~18:00 ※最終日のみ17:00まで
会場:東京ビッグサイト 西展示棟1F
■各社展示ブースのご案内
◆【株式会社マイクロネット】西 11-52
PCプラットフォームによる産業用ソリューションを提供する会社です。
リアルタイムOS「INtime」やソフトウェアPLC「INplc」、IoT対応ソリューションパッケージ
「トレーサブルコントローラ」まで、PCプラットフォームを制御コントローラ
として活用するためのソリューションの提供とサポート、受託開発まで幅広いサービスを提供します。
【見どころ】
ドイツで提唱された「Industrie4.0」から日本のものづくりの現場でも「IoT」への対応が求められています。
マイクロネットではそのような市場のニーズに応え、産業用途の制御コントローラに
データ収集機能を搭載した「トレーサブルコントローラ」を新たに発売しました。
マイクロネットで実績あるリアルタイムOS「INtime」やソフトウェアPLC「INplc」等を
リアルタイム計測制御エンジンとして実装し、さらに制御データや保守データ、品質データ、
生産管理データを蓄積するトレーサブルコントローラは、産業現場のIoT対応に最適です。
弊社マイクロネットブースではトレーサブルコントローラを活用した産業用システムの活用デモを展示いたします。
日本国内50年の歴史あるFA制御機器商社「愛電株式会社」と
台湾で有名な産業用FAパソコンメーカー「Vecow」が共同で日本国内初出展致します。
【見どころ】
世界45カ国に出荷実績がある台湾製産業用ファンレスPCが日本市場初上陸!
産業用PCの設計から製造までの一貫対応に強みを持つVecow社
リアルタイムOS 【INtime】検証済み、高速圧入・組立マシン制御のシステムデモ出展!
[出展製品]
IVH-9000シリーズ:最新第6世代Intel Xeon/Coreが選択可能なハイパフォーマンス仕様産業用パソコン
EMBC-1000シリーズ:最新第6世代Skylake-U搭載した3.5インチ シングルボードコンピュータ
RCS-9000シリーズ:最新第6世代Skylake-S搭載した高拡張性なコンピューティングPC
ECS-9000シリーズ:最新第6世代Intel Xeon/Coreが選択可能かつ高拡張性なファンレスPC
ECS-4500シリーズ:最新第6世代Skylake-U搭載したファンレス仕様のスリムPC
◆【MECHATROLINK協会】西 12-59
MECHATROLINK協会は、日本発のオープンフィールドネットワークであるMECHATROLINKを
世界に普及させるために設立された組織です。
MECHATROLINK製品開発メンバ及びMECHATROLINKユーザで構成されています。
現在世界中の6地区において海外支部を設立しており、
フィールドネットワークMECHATROLINKファミリーの構築を積極的に推し進めていきます。
【見どころ】
「オープンモーションフィールドネットワークMECHATROLINKのご紹介とIoT/M2Mによる見える化」を
コンセプトにPCソリューションデモ機をはじめとする6つのコンセプトデモ機を展示しております。
MECHATROLINKの特徴である高速・高精度の同期性のご紹介に加えて、
IoT/M2M連携による各機器の見える化などのソリューションを体感できます。
また、PCベースコントローラによるサーボ制御ソフトウェアの
開発工程を気軽に体験できる体験コーナも設置しております。
「マシンの鼓動が聞こえる」MECHATROLINK協会ブースに是非お越しください。
◆【株式会社アルゴシステム】西 12-40
アルゴシステムは産業用パネルPCやボックスPCのメーカーです。
【見どころ】
Intel Atom搭載の低消費電力型で且つ完全スピンドルレスの産業用コンピュータを出展します。
組込み用途に最適なプラットホームです。
さらに新製品APSシリーズ・ASシリーズの発表します。
◆【株式会社コンテック】西 10-7
コンテックは1975年の設立以来、事業の機軸を「PC For All Automation」に置き
産業用コンピュータ、計測制御、ネットワークなどの製品を世に送り出し常にこの分野で
世界のパイオニア企業として社会に貢献してまいりました。
【見どころ】
会場では、M2M/IoTソリューションのCONPROSYSを使用した「つながる!小牧工場」をご覧いただきます。
工場でどのようにM2M/IoTソリューションを導入していくのか、コンテックの導入実績からお客様に沿った
ご提案をしていきます。
その他、産業用コンピュータ、計測制御、ネットワークの新製品もご紹介いたします。

- お電話でのお問い合わせ【受付時間】平日9:00~17:00

- メールでのお問い合わせ24時間受付 / 電話受付時間外のお問い合わせはこちらから

