










システムコントロールフェア(SCF)2017出展のご案内
時下益々ご清栄のこととお慶び申し上げます。平素は格別のお引立てを賜り、厚く御礼申し上げます。
下記期間においてシステムコントロールフェア2017が開催されます。
弊社テクノも出展いたします。
皆様のご来場心よりお待ちしております。
招待状をお送りすることが可能です。ご希望の方は下記メールアドレスへご連絡お願いいたします。
================================================
(株)テクノ 山中裕貴
MAIL:mail@open-mc.com
宛先情報、必要部数を明記の上、ご連絡ください。
================================================
1 展示会情報
展示会名:システムコントロールフェア2017
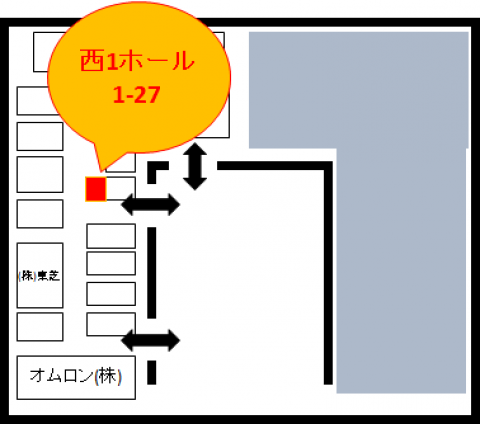
会場 :東京ビッグサイト 西1ホール 1-27
日時 :2017/11/29(水)~2017/12/01(金)10:00-17:00
2 展示内容
緻密さ、先端性をテーマに弊社モーションコントローラ製品や実機例をご紹介します。
また、エッジコンピューティング機能の参考展示も行います。
◆実機デモンストレーション
①パラレルリンクロボットを制御する上で位置決め精度を高めるための空間補正機能をご紹介
②工具先端点制御(Tool Center Point)機能搭載の5軸加工機を実際に展示
③各種補正機能を使った高精度なデモを実演
◆エッジコンピューティング機能
ファインモーションのセッティングPCツールにエッジコンピューティングに使える機能を搭載予定です。
本展示場では、6軸多関節ロボットを実際に制御した際のデータロギングからツールをご紹介します。
◆SLM4000後継機種の仕様情報公開
ワンボードモーションコントローラSLM4000の後継機種が2018年3月リリース予定です。
展示会場ではいち早く、仕様情報を皆様にお伝えします。
テクノ夏季休業のご案内
テクノ夏季休業のご案内
2017年7月27日
株式会社テクノ
拝啓 時下益々ご清栄のこととお慶び申し上げます。平素は格別のお引立てを賜り、厚く御礼申し上げます。
誠に勝手ながら、下記の期間、夏季休業期間のためお問合せ対応及び発送業務をお休みさせていただきます。
何卒ご了承くださいますようお願い申し上げます。
■休業期間■
2017年8月11日(金)~2017年8月20日(日)
■お問合せ・発送業務対応について■
2017年8月11日(金)~2017年8月20日(日)にいただいたお問合せ・発送業務依頼は、
2017年8月21日(月)より順次、対応させていただきます。
回答までにお時間をいただく場合がございますが、予めご了承下さい。
お客様にご満足いただける製品とサービスの提供を目指し、社員一同より一層努力して参ります。
今後共、変わらぬご愛顧の程、宜しくお願い申し上げます。
敬具
【展示会】産業オープンネット展2017出展のお知らせ
産業オープンネット展2017出展のお知らせ
2017年8月24日(木)東京、2017年8月29日(火)大阪にて産業オープンネット展2017が開催されます。
当社は株式会社マイクロネット様と協同で出展いたします。
ブースではEtherCAT/MECHATROLINKに対応したPCベースモーションを中心に、"性能の高さ"、"導入における安心"、"IoTにも最適"をテーマに展示します。
また、セミナーも開催します。
ご興味のある方のご来場を心よりお待ちしております。
●来場&セミナー申し込み(無料)
http://www.open-networks.jp/applic.html
●会場情報(東京会場)
日時:2017/8/24(木) 10:00~18:00
場所:京急蒲田駅前 大田区産業プラザ PiO 1階 大展示ホール、A,B会議室
住所:〒144-0035 東京都大田区南蒲田1丁目20-20
入場料:無料
セミナー:13:15~13:45(小展示ホール※定員240名)
※セミナー聴講には事前申し込みが必要です。
●会場情報(大阪会場)
日時:2017/8/29(火) 10:00~18:00
場所:大阪 グランキューブ大阪 10階 イベントホール
入場料:無料
セミナー:13:15~13:45(1008室※定員108名)
※セミナー聴講には事前申し込みが必要です。
●セミナー内容
EtherCAT/MECHATROLINK対応「PC ベースモーション」の性能と実績をご紹介!
テクノGW休業のご案内
テクノGW休業のご案内
2017年4月10日
株式会社テクノ
拝啓 時下益々ご清栄のこととお慶び申し上げます。平素は格別のお引立てを賜り、厚く御礼申し上げます。
誠に勝手ながら、GW休業のため、下記期間におけるお問合せ対応及び発送業務をお休みさせていただきます。
何卒ご了承くださいますようお願い申し上げます。
■GW休業期間■
2017年4月29日(土)~2017年5月7日(日)
■お問合せ・発送業務対応について■
お休み期間中にいただいたお問合せ・発送業務依頼は、
2017年5月8日(月)より順次ご対応させていただきます。
回答までにお時間をいただく場合がございますが、予めご了承下さい。
お客様にご満足いただける製品とサービスの提供を目指し、社員一同より一層努力して参ります。
今後共、変わらぬご愛顧の程、宜しくお願い申し上げます。
敬具


- お電話でのお問い合わせ【受付時間】平日9:00~17:00

- メールでのお問い合わせ24時間受付 / 電話受付時間外のお問い合わせはこちらから

