










巻線機
軸回し式・フライヤー式巻線機の内製化
- 背景
-
従来は、市販の巻線機を購入していたが、コストダウンや社内ノウハウの蓄積のため内製化を実施しました。
しかし、機械は社内製作できたが、コントローラは購入する必要がありました。
巻線は非常に精度が高いことが必要とされます。
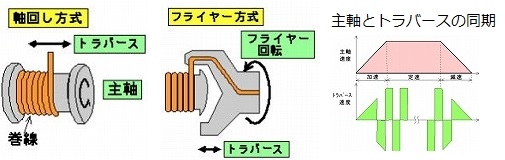
細かい線を整列させて巻いていきますが、トラバースピッチ(巻き1回転毎の送り量)が巻線径に合わないと隙間や団子ができます。
さらに巻き重ねるため1度不整列になると製品として成り立ちません。
また、巻線の単価は安いため、高速に巻くことで生産性を上げる必要があります。
一般のサーボコントローラや位置決めでトライしましたが、巻線動作で苦労しました。
●低価格なコントローラでは、「位置」、「速度」両面での正確な補間命令の連続ができなかったのです。
◆補間と補間のつなぎ目の無駄な時間により停止や原則が発生。これは巻線では致命的です。
◆微細な場合、線材は20μm径程度。整列巻きを正確に行うとなるとμmレベルの再現性が求められます。
特に折り返しで、1層目の最終巻から2層目の最初の巻きの重なり具合などは非常に難解です。
●NC性能を完備したコントローラでも巻線命令が無く、運転プログラムが膨大になってしまいます。
主軸とトラバース軸の補間関係を定義して運転プログラムを作成(数百ステップ)しましたが、
別ロットの線材でトライしてみると綺麗に巻けないことが判明しました。
線材のエナメルの被服厚みや径はロット毎に微妙に異なり、1層あたりの巻き回数は
ボビン幅に対して微調整が必要でした。それを考慮すると数百ステップの運転プログラムを
作り直す必要がありました。
その他にも半田付けやカットなどの巻く前後に動作が必要でした。
- 課題
-
・巻線命令で簡単にプログラミングしたい
トラバース幅、ピッチ、総巻き数、主軸回転速度(低速層と高速層)、主軸の加速減速、
折り返しのタイミング補正などをパラメータ化することで簡単に巻線動作をプログラミングしたい。
例 ボビン形状の誤差:トラバース幅を微調整
線材の径の変化 :ピッチを微調整
・十分な巻線精度を出したい
・半田付けやカットなども簡単に行いたい
- 解決&メリット
-
・整列巻きを1行の巻線命令で実行できるようにしたことで巻線のプログラミングを簡単化
・ボビンや線材に応じて加減速やピッチを簡単に変更可能
・ジャンプやインデックスを通常のテクノ言語の位置決めで対応
・半田付けやカットを汎用出力制御で簡単に記述可能
- 補足&関連資料
-
■巻線命令(オプション)
REEL X[トラバース幅] P[ピッチ] RN[巻数] S[主軸速度] RE[終端処理];
詳細は、 「巻き線命令オプション説明書 TB00-0934」を参照ください。
■からげ
線材をボビンやコアの特定箇所に巻き付けて固定すること。
多回転ヘリカル命令で対応しました。
詳細は、「多回転円弧命令 TB04-2398」 を参照ください。
■カット
巻き終わりやからげの後で線をカットすること。
線材は数百mのリールから繰り出され、巻線動作単位で必ずカットが必要となります。
場合によっては被服を剥離する作業も必要となります。
■ジャンプ・インデックス・補助動作
PTP命令 位置決め動作でジャンプやインデックスを行います。
LIN命令 多軸補間で動作します。
ONR命令 汎用出力でカット・溶接などで使用します。
製品や機能、見積り依頼などお気軽にお問い合わせ下さい。
お急ぎの場合は04-2964-3677までおかけ下さい。
-

- お電話でのお問い合わせ【受付時間】平日9:00~17:00

- メールでのお問い合わせ24時間受付 / 電話受付時間外のお問い合わせはこちらから

