










射出成形
簡単な運転プログラムで射出成形機も制御できちゃいます!
- 背景
-
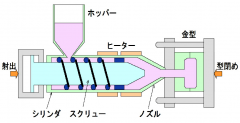
射出成形とは熱や圧力によって溶解させた流動状態のプラスチックを注射器のようなもので圧力をかけて押し出し、金型で作った空間に充填させます。
その後、冷やし固めて、金型から離型することによって部品を作ります。
同一形状の部品を短時間で数多く生産できる特長があります。
良質な成形品を作るためには、適したプラスチック材料、温度、装置機構、金型なども重要ですが、サーボ制御の面ではトルク、位置、速度を正確に制御できることが重要なファクターとなります。
例えば、射出圧力、型締力、トルク/速度の切り替えの正確な位置、射出する際の速さなどが成形精度に関わってきます。
当然、良質な成形品を作り上げるために、これらトルク、位置、速度の設定値を変更することが多くあります。
本事例のお客様の旧装置ではPLC(ラダー)で制御していましたが、膨大な量のラダーから設定変更の度にラダー変更することが大変でした。
そこで、トルク・位置・速度を正確に制御でき、設定値変更が柔軟に且つ簡単にできるファインモーションをご提案しました。
- 課題
-
・トルク、位置、速度を正確に制御できること
・簡単な運転プログラムであること
- 解決策
-
●トルク、位置、速度を正確に制御できること
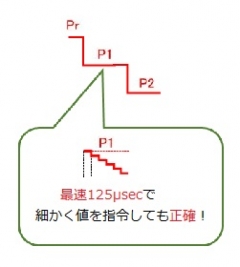
テクノのファインモーションは最速125μsec毎に指令を出すことができ、それらを正確・連続に制御できます。
つまり、最速125μsec毎にトルクや速度値を指令することができます。(右図)
また、モーターのトルク値をリアルタイムに検出することで、トルク値の閾値を超えると別命令を実行、といったことも可能です。
●簡単な運転プログラム
ファインモーションの運転プログラムにはマクロ変数機能があります。
マクロ変数機能は
①目標位置、速度、トルク、タイマー値などを変数にできること
②運転プログラムの中で変数・演算・判別ができること
です。
つまり、例えば精度を追い求めるためにトルク値を変更したり、加工条件によって動作内容を変更することが簡単にできます。
また、1行で1動作を指定するためPLC(ラダー)と比べると運転プログラムが分かりやすく、また運転プログラム量(行数)が少なくなります。
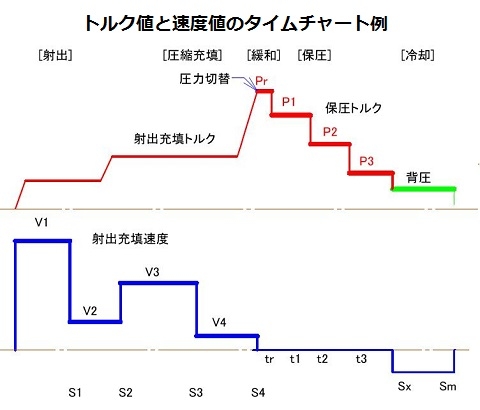
例えば下記の成形フローの場合、PLC(ラダー)だと数百行だったのに対し、ファインモーションでは約30行で記述できます。
▼射出成形フロー
/*----------------型閉・型締----------------*/
●型締め軸をトルク監視
●速度1で位置1まで型締め
●速度2で位置2まで型締め
●速度3で位置3まで型締め
●トルク立ち上がりで型保持トルクで押しつけ
/*----------------射出----------------------*/
●射出軸を指定移動量1速度1で射出動作
●射出軸を指定移動量2速度2で射出動作
●射出軸を指定移動量3速度3で射出動作
●射出軸を指定移動量4速度4で射出動作
●トルク立ち上がりでトルク指令へ切替
●射出軸を圧力1で保圧動作
●射出軸を圧力2で保圧動作
●射出軸を背圧に設定
/*----------------冷却----------------------*/
●スクリュー軸回転
●射出軸位置を監視し、計量動作
●指定量の計量動作完了でスクリュー停止
/*----------------型開----------------------*/
●速度5で位置4まで型開動作
●速度6で位置5まで型開動作
●速度7で位置0まで型開動作
/*----------------突出----------------------*/
●位置0~片開き位置まで指定回数往復動作
▼射出成形運転プログラム
/*----------------型閉・型締----------------*/
LIN X#1030 F#1041; /* 開閉軸(X軸)S0~S1をV1で移動 */
LIN X#1031 F#1042; /* 開閉軸(X軸)S1~S2をV2で移動 */
LIN X#1032 TX#1051 F#1043; /* 開閉軸(X軸)S2~S3までV3、型締トルクでトルク判定移動*/
TRQ X#1052 FX#1003; /* 開閉軸(X軸)へ型保持トルクでトルク指令 */
/*----------------射出----------------------*/
LIN Y#1070 F#1081; /* 射出軸(Y軸)Sm~S1をV1で移動 */
LIN Y#1071 F#1082; /* 射出軸(Y軸)S1~S2をV2で移動 */
LIN Y#1072 F#1083; /* 射出軸(Y軸)S2~S3をV3で移動 */
LIN Y#1073 TY#1085 F#1084; /* 射出軸(Y軸)S3~S4をV4、Prでトルク判定移動 */
TRQ Y#1086 FY#1004; /* 射出軸(Y軸)P1でトルク指令 */
TRQ Y#1087 FY#1004; /* 射出軸(Y軸)P2でトルク指令 */
TRQ Y#1088 FY#1004; /* 射出軸(Y軸)P3でトルク指令 */
/*----------------冷却----------------------*/
SPIN Z#1090; /* スクロール軸(Z軸)回転(30rpm)で回転 */
:LOOP /* 計測動作開始 */
IF #4101 < #1065 /* 射出軸(Y軸)の機械位置(#4101)とSmを比較 */
SPIN Z0; /* スクロール軸(Z軸)停止 */
ELSE /* 射出軸(Y軸)がSmまで戻りきらない場合は */
JMP LOOP; /* 再度チェック処理へ戻る */
ENDIF;
/*----------------型開----------------------*/
TRQD X; /* 開閉軸(X軸)のトルク指令解除 */
LINA X#1024 F#1045; /* 開閉軸(X軸)S4へV5で移動 */
TRQD Y; /* 射出軸(Y軸)のトルク指令解除 */
LIN X#1033 F#1046; /* 開閉軸(X軸)S4~S5をV6で移動 */
LINA X#1020 F#1047; /* 開閉軸(X軸)S0へV7で移動 */
/*----------------突出----------------------*/
#1006 = 0; /* カウンタ値の初期化 */
:PUSH
IF #1006 < #1005 /* 繰り返し回数をチェック */
LIN X#1034 F#1048; /* 開閉軸(X軸)S0~SeをV8で移動 */
LIN X#1035 F#1049; /* 開閉軸(X軸)Se~S0をV9で移動 */
#1006 = #1006 + 1; /* カウンタを増やす */
JMP PUSH;
ENDIF;
END;
- メリット
-
・トルク、位置、速度を最速125μsec毎の細かい指令で正確に制御できるようになった
・PLC(ラダー)と比べて、少ない運転プログラムで制御できるようになった
しかも分かりやすい運転プログラムとなった
・マクロ変数により、ちょっとした調整変更や運転条件による分岐にも簡単に対応できるようになった
- 更なる応用
-
①データロギングにより更なる改善
ファインモーションは制御周期毎にデータロギングが可能です。さらにPCベースファインモーションはロギング機能がアップしています!
【データの例】
軸情報:指令位置、機械位置、偏差、トルクなど
ステータス情報:全体・各軸・タスクのステータスやアラームなど
サーボアンプ情報:消費電力、寿命、負荷率など
その他情報:I/O、マクロ変数、時刻、MECHATROLINK/EtherCATパケット情報など
これらのデータを用いて、例えば、「この材料ではトルク値を上げよう」、「もう少し生産スピードを上げよう」といった改善が可能となります。
※お客様からは、「プラスチックは種類が多く、ちょっとした条件で品質悪化もあるため生き物のような素材である。定量的に原因を分析できることで改善策を考えやすい」と評価いただきました。
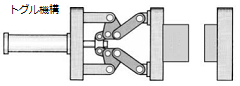
②特殊機構にも対応
テクノのファインモーションは装置の機構が特殊でもカスタマイズ対応をすることで制御することができます。
例えば、型締力を得るトグル機構(図参照)のような場合にもカスタマイズで制御することができます。
射出成形機はメーカーによって各々異なる装置があり、特殊機構によって付加価値を高めているメーカーが多いです。
そのような場合にも対応できるモーションコントローラをご提供しています。

- お電話でのお問い合わせ【受付時間】平日9:00~17:00

- メールでのお問い合わせ24時間受付 / 電話受付時間外のお問い合わせはこちらから

