










【テクノ言語とG言語のご紹介⑤】テクノ言語のサンプル紹介(インクレ直線補間「LIN」)
テクノの野崎です。
今回はテクノ言語やG言語における「インクレ直線補間命令」のサンプルをご紹介します。
※テクノ言語やG言語は1行1動作の形式でプログラムを作成します。
サンプル:「インクレ直線補間命令」
直線補間命令は「LIN(Linearの略)コマンドを使用します。」
直線補間命令は下記のようなときに使用します。
・速度を指定して軸を移動させたい
・移動軌跡を直線にしたい
・お互いの軸を同期させて動かしたい
指令した全ての軸が、同時に移動を開始して、同時に移動を終了します。
微小な直線補間を連続させることで、自由曲線を描くことも可能です。
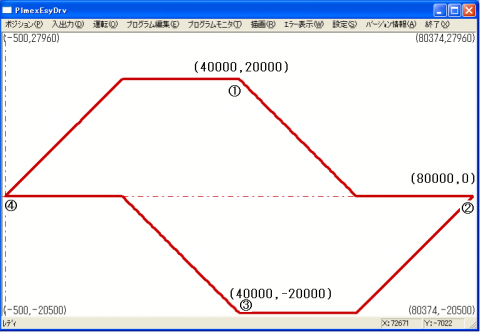
右上図は①→②→③→④を目標位置とし、順番に直線補間で移動した場合の軌跡を示しています。
その際のプログラムは下記になります。
==========================
①:LIN X40000 Y20000 F40000:
【①:G01X40000Y20000F40000;】
②:LIN X40000 Y-20000;
③:LIN X-40000 Y-20000;
④:LIN X-40000 Y20000;
END;
【】は代替するG言語命令
==========================
前回ご紹介したPTPのようにXやYなどの軸を指定し、各軸の移動量[pulse](1pulseを1μmや0.1μmに設定可能)を設定します。また、①のように「F」にて速度[pulse/sec]を指定することも可能です。
指定のない軸は移動を行いません。
次回は円弧補間命令のサンプルをお伝えします。
▼テクノ言語にご興味のある方:テクノ言語運転プログラムをぜひ、ご確認ください。
▼テクノ言語/G言語の対応リストもあります。
【テクノ言語とG言語のご紹介④】テクノ言語のサンプル紹介(インクレ位置決め「PTP」)
テクノの野崎です。
GWが始まりました。
今年のGWは晴れる日が多いみたいです。
外出するにはうってつけです!
さて、今回も「テクノ言語とG言語のご紹介」シリーズです。
前回は運転プログラムの実行についてお伝えしました。
今回はテクノ言語のサンプルを紹介したいと思います。
併せてG言語のサンプルも記載します。
テクノ言語やG言語は1行1動作の形式でプログラムを作成します。
サンプル:「インクレ位置決め命令」
位置決め命令は「PTP(Point to Pointの略)コマンドを使用します。」
各軸を任意の位置に位置決めするときに使用します。
各軸はそれぞれ独立して設定した速度・加減速(サーボパラメータ)で移動します。
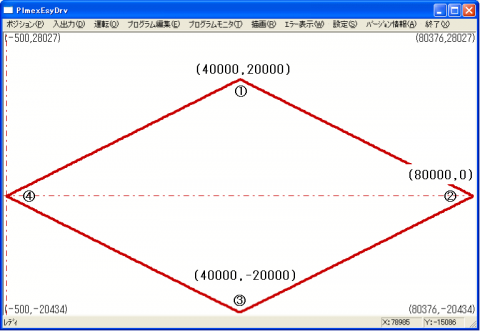
右上図はX軸、Y軸の速度を同じとし、①→②→③→④の順で目標位置に移動した場合の軌跡を示しています。
その際のプログラムは下記になります。
==========================
①:PTP X40000 Y20000:
【①:G00X40000Y20000;】
②:PTP X40000 Y-20000;
③:PTP X-40000 Y-20000;
④:PTP X-40000 Y20000;
END;
【】は代替するG言語命令
==========================
上記のように
PTPの後にXやYなどの軸を指定し、各軸の移動量[pulse](1pulseを1μmや0.1μmに設定可能)を設定します。
※G言語の場合はG00を使用します。
指定のない軸は移動を行いません。
次回は直線補間命令のサンプルをお伝えします。
▼テクノ言語にご興味のある方:テクノ言語運転プログラムをぜひ、ご確認ください。
▼テクノ言語/G言語の対応リストもあります。
【テクノ言語とG言語のご紹介③】運転プログラム実行編
テクノの野崎です。
今回も「テクノ言語とG言語のご紹介」シリーズです。
前回は運転プログラムの設定についてお伝えしました。
今回は運転プログラムをどのように実行するのかについてご紹介します。
※右図はPLCモーションコントローラ(PLMC-M3EX)を例にご紹介します。
※他コントローラでも同様の操作で実行可能です。
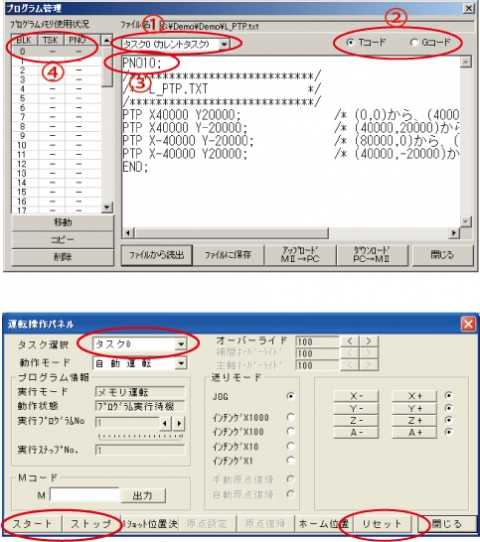
編集が完了したら右図(上)の
①:タスク
②:テクノ言語(Tコード)、G言語(Gコード)
③:プログラム番号
を設定します。
続いて
④:ダウンロードするブロック
を選択し、ダウンロードをクリックします。
ダウンロードが完了したら右図(下)の画面にて
タスクの選択が正しいことを確認します。
そして、「スタート」をクリックすることで運転を実行します。
もし、途中停止したい際は「ストップ」、中断したい際は「リセット」をクリックします。
【関連資料】
▼デモ機を無料で貸出しています。デモ機貸出についてはこちら
テクノ言語、G言語プログラムの体験などができます。
▼セッティングPCソフトには「サンプル運転プログラム」がついています。ご興味のある方は是非お読み下さい。
※閲覧には会員登録が必要です。
▼テクノ言語にご興味のある方:テクノ言語運転プログラムをぜひ、ご確認ください。
▼テクノ言語/G言語の対応リストもあります。
【テクノ言語とG言語のご紹介②】運転プログラム設定編
テクノの野崎です。
昨日から始まりました「テクノ言語とG言語のご紹介」シリーズ。
今回は運転プログラムをどのように設定するのかについてご紹介します。
※右図はPLCモーションコントローラ(PLMC-M3EX)を例にご紹介します。
※他コントローラでも同様の操作で設定可能です。
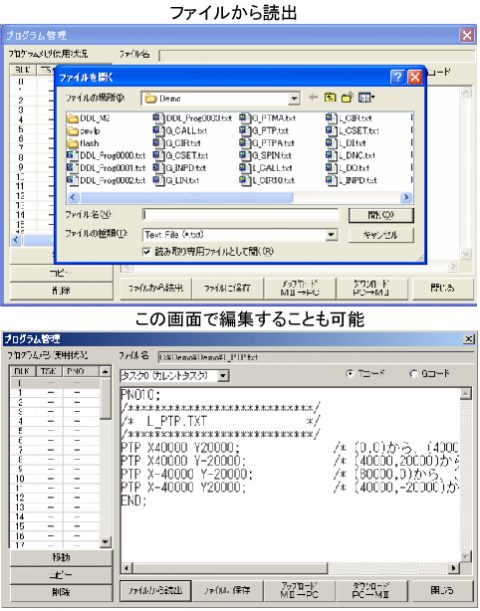
テクノの「セッティングPCソフト」にて運転プログラムを設定します。
右図はセッティングPCソフトの一部の画面です。
エディタ上で作成したテクノ言語やG言語の運転プログラムファイルを読出すことや
読出したファイル内容をセッティングPCソフト上で編集することなどが可能です。
もちろん、ファイルを読出さずにセッティングPCソフト上でゼロから作成することも可能です。
【関連資料】
セッティングPCソフトには「サンプル運転プログラム」がついています。ご興味のある方は是非お読み下さい。
※閲覧には会員登録が必要です。
テクノ言語にご興味のある方:テクノ言語運転プログラムをぜひ、ご確認ください。
テクノ言語/G言語の対応リストもあります。
【テクノ言語とG言語のご紹介①】
ご無沙汰しております。
テクノの野崎です。
桜が満開となりましたが、あいにくこちらでは雨が降っています。
毎年、桜の時期になると気持ちが晴れやかになりますね。
(花粉がなければ最高なのですが)
今回はテクノ言語とG言語についてご紹介したいと思います。
G言語とは主にNC(工作機など)で用いられる運転言語です。
1行で1動作を指定します。
GXX(XXは数字)により運転内容が決まり、軸の目標位置や速度を指定します。
テクノ言語はその名の通り、テクノ製品で用いられる言語です。
記述形式はG言語と同じで1行1動作です。
細かい違いはありますが、大きな違いは運転内容が分かりやすいという点です。
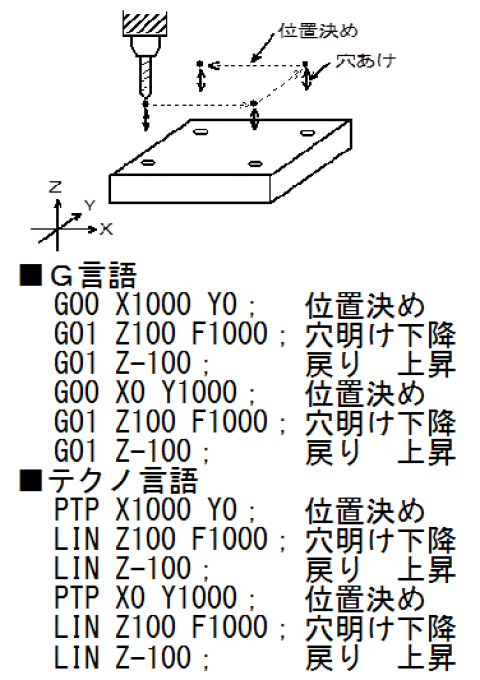
右図は「穴開けマシン」をイメージしたG言語とテクノ言語の例を載せています。
テクノ言語は"PTP(Point To Point:位置決め)"のように
比較的、理解し易い命令となっています。
テクノのモーションコントローラはG言語だけでなく
G言語を知らない方でも使いやすいようテクノ言語もご用意してます。
【関連資料】
テクノ言語にご興味のある方:テクノ言語運転プログラムを是非、ご確認ください。
テクノ言語/G言語の対応リストもあります。
次回はこの運転言語をどの様に使うかについて書いてみたいと思います。

- お電話でのお問い合わせ【受付時間】平日9:00~17:00

- メールでのお問い合わせ24時間受付 / 電話受付時間外のお問い合わせはこちらから

