










機械要素技術展(6月25日~27日)のご案内
テクノの山中裕貴です。
2014/06/25(水)~27(金)機械要素技術展(東京ビッグサイト)が開催されます。
下記のブースにてテクノ製品の事例を展示頂いており、ご紹介させて頂きます。
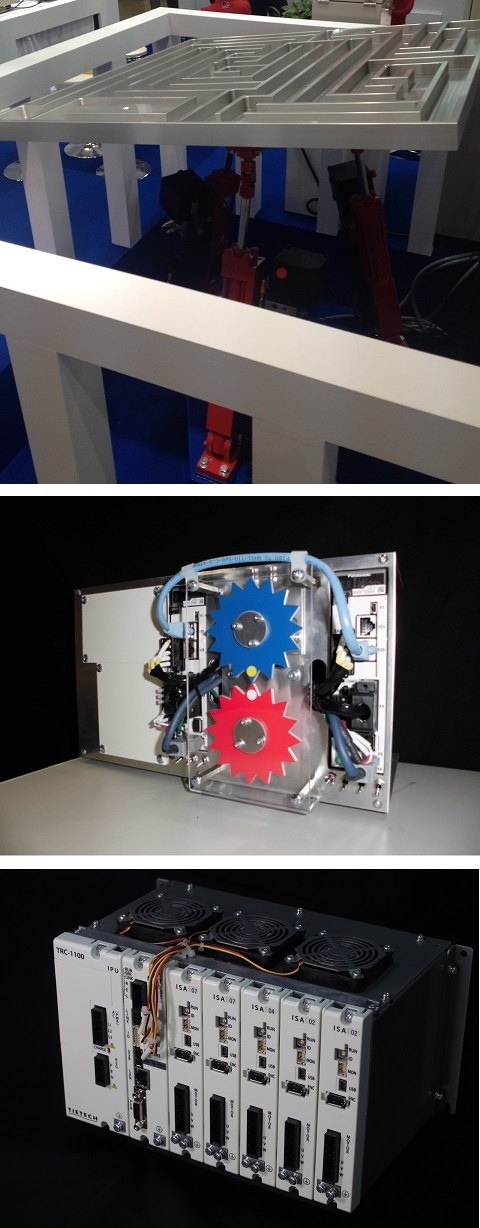
■株式会社 堀内機械 様
堀内機械様は各種油圧シリンダの製造・販売を行っております。
展示会場では、油圧シリンダーのハイブリッドサーボ制御を展示しております。
3軸パラメカ機構のデモです。
十分な位置ループゲインによるなめらかなロボット動作をぜひご覧ください。
堀内機械様はPLCモーションコントローラ(PLMC-M3EX)をご利用頂いております。
ブース番号:西5-2
■パナソニックデバイスSUNX 株式会社 様
Panasonic MINASサーボ(EtherCAT)とのコラボレーションデモを展示しています。
PCベースファインモーションで制御しています。
ブース番号:東34-54
■株式会社タイテック 様
多軸一体型ロボットコントローラと簡易画像処理装置
タブレット型ペンダントの応用例展示
3D計測システム
WiFi接続 小型監視カメラ
WiFi接続 顕微鏡カメラ などを展示しています。
タイテックさんでは、多軸一体型ロボットコントローラ、ティーチングペンダント、
簡易画像処理カメラなど、お客様システムにあわせたカスタム対応が可能です。
テクノとタイテック様とのコラボ製品は
「サーボアンプ一体型コントローラ」です。
ブース番号:西1-84
日時:2014/06/25(水)~2014/06/27(金)10:00-18:00(最終日は17:00終了)
場所:東京ビッグサイト
※各社ブースにテクノのスタッフはおりません。
※お打ち合わせをご希望される方は事前にご連絡をお願い致します。
浅岡肇氏(テクノのお客様)の特集が2014年6月6日「未来シアター(日テレ)」にて放送
テクノの山中裕貴です。
6/6(金)23:30より「未来シアター」にてテクノのユーザ様であります
浅岡肇さんの特集が放送されます。
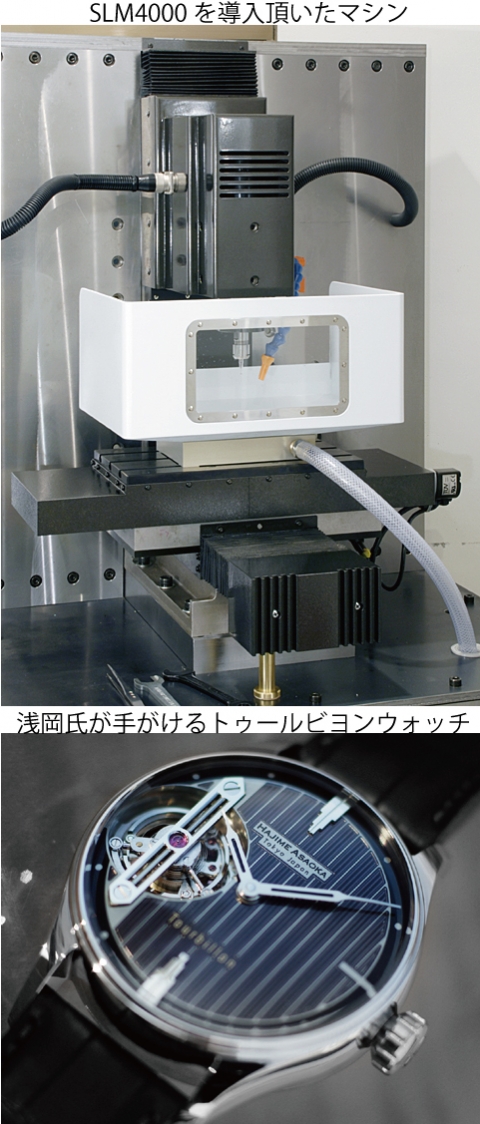
浅岡さんは日本初のトゥールビヨンウォッチを手がけた方です。
浅岡さんのHPはこちら
時計が好きな方はぜひご覧ください。
何百ものパーツが複雑・正確に絡み合って時を刻むのを想像すると心が躍ります!
浅岡さんは精密加工機をも自作し世界に誇れる時計を、部品一つ一つから作り上げています。
導入頂いた製品はワンボードモーションコントローラ(SLM4000)です。
右写真のマシンに導入頂きました。
このマシンは殆どのパーツの加工に使っているとのことでした。
SLM4000を導入頂いたマシンの切削事例動画も載せています。
ぜひご覧ください!
2014年6月4日(水)テクノお休みのご連絡
拝啓 時下益々ご清栄のこととお慶び申し上げます。平素は格別のお引立てを賜り、厚く御礼申し上げます。
誠に勝手ながら、2014年6月4日(水)休業のため、お問合せ対応及び発送業務をお休みさせていただきます。
何卒ご了承くださいますようお願い申し上げます。
お客様にご満足いただける製品とサービスの提供を目指し、社員一同より一層努力して参ります。
今後共、変わらぬご愛顧の程、宜しくお願い申し上げます。
敬具
画像処理とモーションコントローラの連携(VisionPro×モーションライブラリ)【モーションコントローラ】
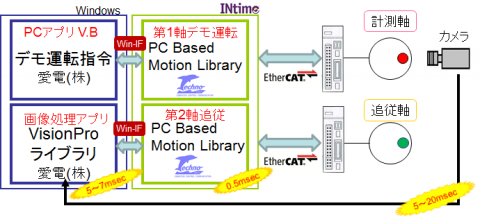
画像処理(Cognex製VisionPro)とテクノモーションコントローラ(PCベースモーションライブラリ)の連携をご紹介します。
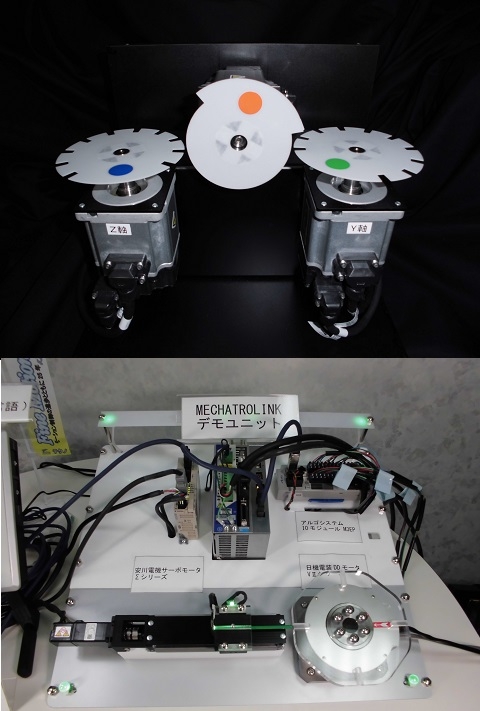
赤丸の円盤をカメラで撮影し、VisionProが円盤の回転角度を計測!
その情報をPCベースモーションライブラリへ渡し、緑丸の円盤が追従します!
テクノ動画紹介でもご紹介しております。
画像処理は愛電株式会社様にご協力頂き、VisionProを応用しています。
高度な輪郭抽出や幾何演算を実現しています。また、照明悪条件でも形状判定ができるなどのメリットもあります。
愛電株式会社:Cognexの正式SIerであり、画像処理の実績は200件以上です。
モーションコントローラはテクノのPCベースモーションライブラリを活用しています。
VisionProとモーションライブラリはPC内で処理されるため、画像計測/判定→指令→モーション制御→追従軸サーボ動作までの流れが高速です。
「画像処理結果からモーションを制御したい!」といったご要望にマッチします!
2014年5月14日(水)~2014年5月16日(金)にて開催されますESEC2014の(株)アルゴシステムのブースでもデモ展示します。
ご来場頂きました際はぜひご覧ください。
ESEC2014のご案内
ESEC2014のご案内
お世話になります。
テクノの山中裕貴です。
2014年5月14日(水)~5/16日(金)にESEC2014が開催されます。
下記の各社ブースにて、テクノ関連製品の展示をご案内させていただきます。
展示いただいているのは各社とも「PCベースモーション」です。
「PCベースモーション」では、FAPCメーカやRTOS「INtime」と連携しており、
お客様へマルチベンダーによる最適なシステム提案をさせていただいております。
●PCベースモーションとは?
■PCベースファインモーション
RTOS「INtime」上で動作する高性能モーションコントローラです。
緻密なマシンを8台同時に、32軸を1msecで制御します!
また「次世代マシンの追求」ページもご覧下さい。
■PCベースモーションライブラリ
ファインモーションの機能の一部を部品化したソフト関数群(ライブラリ)です。
ライブラリをお客様ソフトに組み込むことで自由に独自のモーション制御を自社開発することができます。
◆【株式会社マイクロネット】西 10-30
工業用PC向けRTOS「INtime」、高機能PLC「INplc」を利用したEtherCATおよび
MECHATROLINKのモーション制御ソリューション展示を行います。
http://www.mnc.co.jp/pdf/ESEC2014annai.pdf
[展示物]
・PCベースモーションライブラリ(EtherCAT) 3連クロス同期(Panasonic MINASサーボ)
・PCベースモーションライブラリ(MECHATROLINK) 二軸同期制御とDIO制御(安川Σサーボ、日機電装、アルゴシステム)
◆【株式会社アルゴシステム】西 12-73
商品を大幅にリニューアルし、ハイバリューパフォーマンスを訴求するHiViPシリーズを発表・展示します。
具体的には、IEC61131-3準拠のソフトウエアPLCと同期モーションライブラリ、SCADAを標準搭載した、Bay Trail搭載パネルPC/ボックスPCベースのオールインワンコントローラ、新型パネルコンピュータなどを展示します。
[展示物]
・オールインワンコントローラ一台による2軸同期、3軸同期、画像処理連携4軸同期、16軸同期制御デモ(EtherCAT)
・PCベースモーションライブラリ 画像処理(Vision Pro)とモーションライブラリの高速連携(愛電株式会社 協力)
◆【株式会社コンテック】西 10-4
コンテック製FAPCとRTOS「INtime」の上で、テクノのPCベースモーションが動作します。
FAPCとINtimeによる信頼性で、FA現場でも安心して運転できます。
EtherCATとMECHATROLINKの両システムを展示します。
[展示物]
・PCベースファインモーション(EtherCAT) 3連クロス同期(Panasonic MINASサーボ)
・PCベースモーションライブラリ(MECHATROLINK協会デモ機)
◆【ADLINKジャパン株式会社】西 5-46
ADLINK製FAPCとRTOS「INtime」の上で、テクノのPCベースモーションが動作します。
FAPCとINtimeによる信頼性で、FA現場でも安心して運転できます。
[展示物]
・PCベースモーションライブラリ(MECHATROLINK協会デモ機)
●ESEC2014
日時:2014年5月14日(水)~5/16日(金) 10:00~18:00 (最終日は17:00終了)
会場:東京ビッグサイト 西展示棟2ホール
会期中は、会場内にテクノのスタッフがおります。
モーションにご興味のある方は各社ブースのスタッフに、「テクノ」に相談したい旨をお気軽に問い合せてください。
出来る限り、お会いしてお話ができるよう対応いたします。
PCベースモーションの動向なども補足ご説明させていただければと思います。
皆様のご来場、お待ちしております。
2014年5月8日
株式会社テクノ

- お電話でのお問い合わせ【受付時間】平日9:00~17:00

- メールでのお問い合わせ24時間受付 / 電話受付時間外のお問い合わせはこちらから

